In his efforts to promote his “opportunity for all” jobs plan, President Barack Obama visited a General Electric gas engine facility in Waukesha, Wisconsin on January 30, 2014. This engine plant produces engines that are designed specifically for use in gas and oil fields, which are some of the most demanding conditions that engines often operate under.
The significance of this visit by President Obama is that manufacturing is an important part of our nation’s economy. General Electric, which is a known innovator of all types of engines, employs over seven hundred individuals at their Waukesha engine plant. In fact, a machine operator named Reggie Troop had the distinct honor of introducing President Obama to his fellow employees, members of the media and others in attendance. Continue reading
 To understand how pricing crankshaft repairs are billed, it is important that you understand that most automotive machinists have a procedure that they follow to perform repairs. While grinding a crankshaft may have a flat fee, its current condition directly impacts the customer’s total out of pocket cost. For example, no automotive machinist wants to machine a dirty crankshaft in a $50,000.00 crankshaft grinding machine. Before internal engine parts are remanufactured, they must be
To understand how pricing crankshaft repairs are billed, it is important that you understand that most automotive machinists have a procedure that they follow to perform repairs. While grinding a crankshaft may have a flat fee, its current condition directly impacts the customer’s total out of pocket cost. For example, no automotive machinist wants to machine a dirty crankshaft in a $50,000.00 crankshaft grinding machine. Before internal engine parts are remanufactured, they must be  When selecting a crankshaft for a high performance application, many vehicle owners question what type of steel they should use for their crankshaft. Obviously different steels have different qualities, but the strength of their composition largely depends on the heat treating process that was used after the crankshaft was produced. Although heat treating is beyond the scope of this page, we will look at the most common grades of steel used for forged and billet crankshafts below.
When selecting a crankshaft for a high performance application, many vehicle owners question what type of steel they should use for their crankshaft. Obviously different steels have different qualities, but the strength of their composition largely depends on the heat treating process that was used after the crankshaft was produced. Although heat treating is beyond the scope of this page, we will look at the most common grades of steel used for forged and billet crankshafts below. Balancing an engine requires simulating the weights of the pistons, piston pins, rings, connecting rods, engine bearings and even the oil with what is known as a bobweight (set pictured left). The bobweight accepts individual weights and is secured to connecting rod journals before the crankshaft is spun in a balancing machine. To calculate these weights, and create a bobweight, we must first look at the connecting rods and the components that appear on each end. The large end of the connecting rod, which is affixed to the crankshaft with bearings, is the rotating end. The small end of the connecting rod actually uses a reciprocating motion when the engine is operating. In calculating the weights for balancing, the rotating and reciprocating weights are used in the formula.
Balancing an engine requires simulating the weights of the pistons, piston pins, rings, connecting rods, engine bearings and even the oil with what is known as a bobweight (set pictured left). The bobweight accepts individual weights and is secured to connecting rod journals before the crankshaft is spun in a balancing machine. To calculate these weights, and create a bobweight, we must first look at the connecting rods and the components that appear on each end. The large end of the connecting rod, which is affixed to the crankshaft with bearings, is the rotating end. The small end of the connecting rod actually uses a reciprocating motion when the engine is operating. In calculating the weights for balancing, the rotating and reciprocating weights are used in the formula.  As you can tell by the picture to your left, a knife edged crankshaft refers to the shape of the crankshaft’s counterweights. Removing this material and bringing it to a sharp edge does a couple of things. First, knife edging can often remove pounds of weight from a V8 crankshaft. Even some V6 crankshafts will realize a significant weight reduction when the counterweights have been knife edged. Less weight equates to a rotating assembly that spins with less resistance, and this in itself is responsible for some gains in horsepower. Knife edging also reduces friction, which is explained below.
As you can tell by the picture to your left, a knife edged crankshaft refers to the shape of the crankshaft’s counterweights. Removing this material and bringing it to a sharp edge does a couple of things. First, knife edging can often remove pounds of weight from a V8 crankshaft. Even some V6 crankshafts will realize a significant weight reduction when the counterweights have been knife edged. Less weight equates to a rotating assembly that spins with less resistance, and this in itself is responsible for some gains in horsepower. Knife edging also reduces friction, which is explained below. 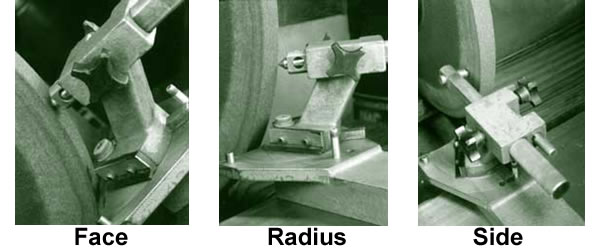 Since crankshaft grinding wheels are extremely hard and abrasive, a special tool is required to dress the wheel. This tool, which is commonly called the wheel dresser, utilizes an industrial diamond for cutting the wheel’s stone. Not surprisingly, there are various sizes of diamonds that are used and categorized according to their carat weight.
Since crankshaft grinding wheels are extremely hard and abrasive, a special tool is required to dress the wheel. This tool, which is commonly called the wheel dresser, utilizes an industrial diamond for cutting the wheel’s stone. Not surprisingly, there are various sizes of diamonds that are used and categorized according to their carat weight.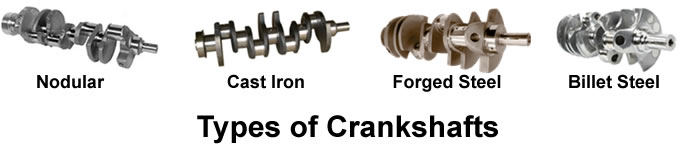 Cast Iron Crankshafts
Cast Iron Crankshafts The Arnold gauge, which is pictured left, is not only used in automotive machine shops. Many different industries, such as those involved with manufacturing aerospace and aviation components, rely on an Arnold gauge for a variety of O.D. grinding operations. With an accuracy of .0001”, it is quite easy to see why so many machinists are pleased with how well this gauge performs. Besides being accurate, an Arnold Gauge is also very easy for an operator to use.
The Arnold gauge, which is pictured left, is not only used in automotive machine shops. Many different industries, such as those involved with manufacturing aerospace and aviation components, rely on an Arnold gauge for a variety of O.D. grinding operations. With an accuracy of .0001”, it is quite easy to see why so many machinists are pleased with how well this gauge performs. Besides being accurate, an Arnold Gauge is also very easy for an operator to use.