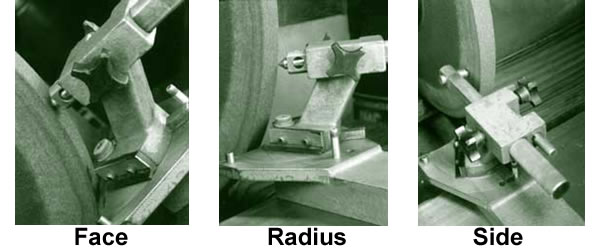
To perform repairs on crankshafts, the crankshaft grinding wheel must be properly dressed. There are five points on the wheel that need to be dressed, which includes the face, the radii and the sides. Below we will take a look at how a crankshaft grinding wheel is dressed and how it impacts the quality of the finished product.
 Since crankshaft grinding wheels are extremely hard and abrasive, a special tool is required to dress the wheel. This tool, which is commonly called the wheel dresser, utilizes an industrial diamond for cutting the wheel’s stone. Not surprisingly, there are various sizes of diamonds that are used and categorized according to their carat weight.
Since crankshaft grinding wheels are extremely hard and abrasive, a special tool is required to dress the wheel. This tool, which is commonly called the wheel dresser, utilizes an industrial diamond for cutting the wheel’s stone. Not surprisingly, there are various sizes of diamonds that are used and categorized according to their carat weight.
When dressing any crankshaft grinding wheel, it is important that the diamond be set between ten and fifteen degrees of the surface being dressed. Also, coolant must be used on the diamond at all times during the dressing process. This will help to extend the life of the industrial diamond and aids in producing a quality finish on crankshaft journals.
A crankshaft grinding wheel dresser is capable of dressing all five surface points on the grinding wheel. The dresser also has a slide gauge on it to set the diamond for dressing the radii and a pivoting head so that the machinist can accurately replicate the desired radius that is being cut into the wheel. Most wheel dressers use quick releases to make the task of dressing a crankshaft grinding wheel even easier for the operator.
The first step in dressing a crankshaft grinding wheel involves setting a zero or home point. To accomplish this, the diamond is set in the gauge for the appropriate radius by using the sliding scale. The operator then secures the swing head so that the potential for vibration is eliminated and the machine’s coolant is turned on to cool the diamond as it comes into contact with the wheel. The face of the wheel can now be dressed. Once the face is dressed, the machine’s plunge feed dial is set to zero. The wheel dresser is now appropriately set and the radii is ready to be dressed.
With the dresser safely away from the spinning grinding wheel, the operator may now release the swing head on the wheel dresser and secure it in a ninety degree position to cut the first radius. Once secured, the operator brings the diamond slowly into the side of the wheel (horizontally) until it just barely touches. Once the industrial diamond touches the grinding wheel, the plunge feed on the machine is backed off around one hundred thousandths of an inch. The operator may now slowly move the diamond from a ninety degree position back to its stop, which is in line with the face of the wheel. The operator will then bring the plunge feed in even closer to zero, while taking sweeps with the swing head on the dresser as to avoid a heavy cut that could potentially damage the industrial diamond. Once within a few thousandths of zero on the plunge feed, the operator may then replicate the same process on the other side of the wheel to attain a consistent radius on both sides.
To dress the side of the wheel, which is needed to grind crankshaft thrusts, the diamond is often removed from the dressing fixture and placed in a position that allows the operator to perform dressing operations in a fixed ninety degree position. The operator will secure the dressing tool and bring in the grinding wheel using the power feed. Manual adjustments by the operator may be necessary to dress the section of the wheel that is used to grind thrusts. Once this position has been found, the operator will slowly bring the diamond into the side of the wheel, turn the coolant on and feed the diamond into the wheel about .005”. The power feed is then used to take the grinding wheel back to its home position and results in the initial cut. The wheel then may be power fed back in, diamond adjusted and an additional cut taken. This process is replicated on the other side of the crankshaft grinding wheel to maintain a consistent surface for grinding the thrusts on crankshafts.
The reason why a crankshaft grinding wheel may need to be dressed is because the stone eventually gets loaded with material. Loading in the wheel may be increased if the operator takes heavy cuts when grinding crankshafts or from roughing in a welded crankshaft. Also newly balanced wheels must be dressed before they are put into service. Under typical grinding conditions, a wheel will ordinarily remain sharp and last long enough to grind three or four crankshafts. Welded journals, on the other hand, will dull a crankshaft grinding wheel rather quickly and must be dressed before a finish grind is performed.
As with any machining operation, the speed at which a wheel is dressed will help to determine the quality of the microfinish it produces. For example, dressing with a fast feed often results in a stone that would produce a rough finish. Although a rough finish is not desired on finished crankshafts, it can be rather useful when roughing in welded journals. If the operator has multiple welded journals to grind, or possibly an under-grinding process in preparation for a weld, a rough finish is actually helpful. Regardless of the desired microfinish, the rate at which the operator feeds the stone should always remain as humanly steady as possible to maintain consistency across the cutting surface.
Now that you have learned how crankshaft grinding wheel dressers work, and how they help to produce journals of a precise size and microfinish, please consider rating this information below.
 (No Ratings Yet)
(No Ratings Yet)
![]() Loading...
Loading...